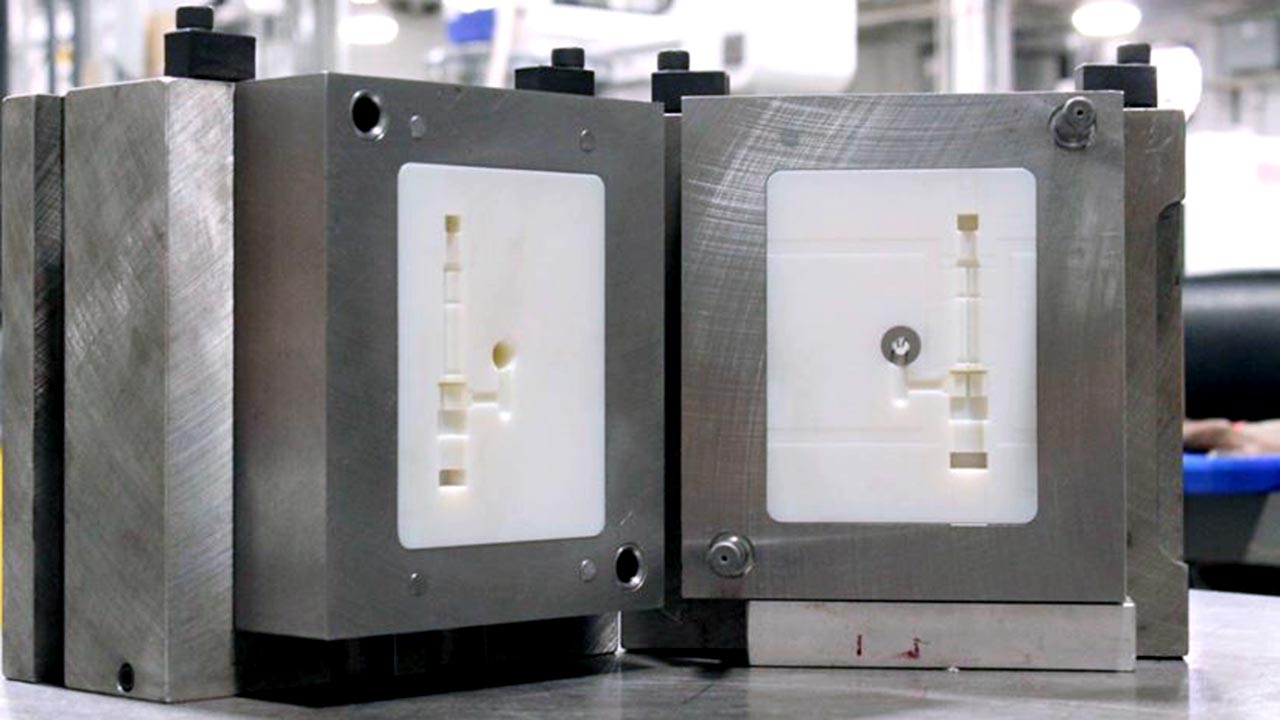
Injection Molds
Injection Molds
Thermoform, Vacuum Form Tooling



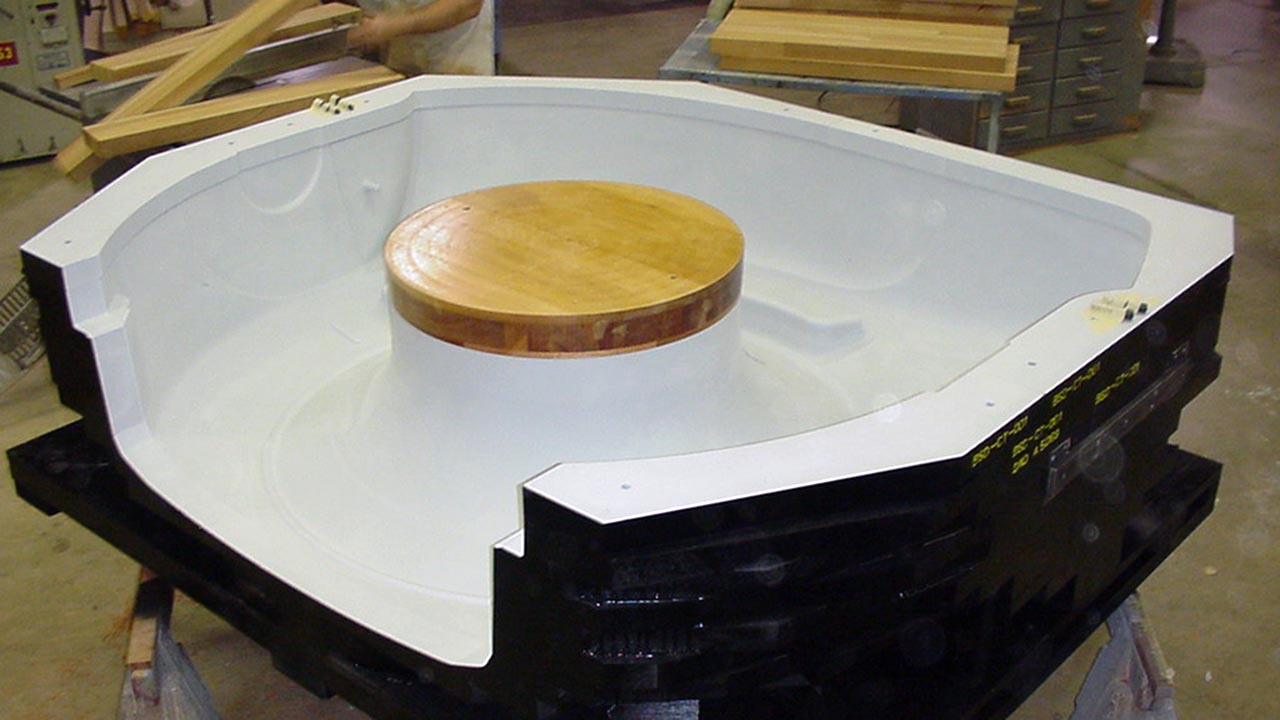
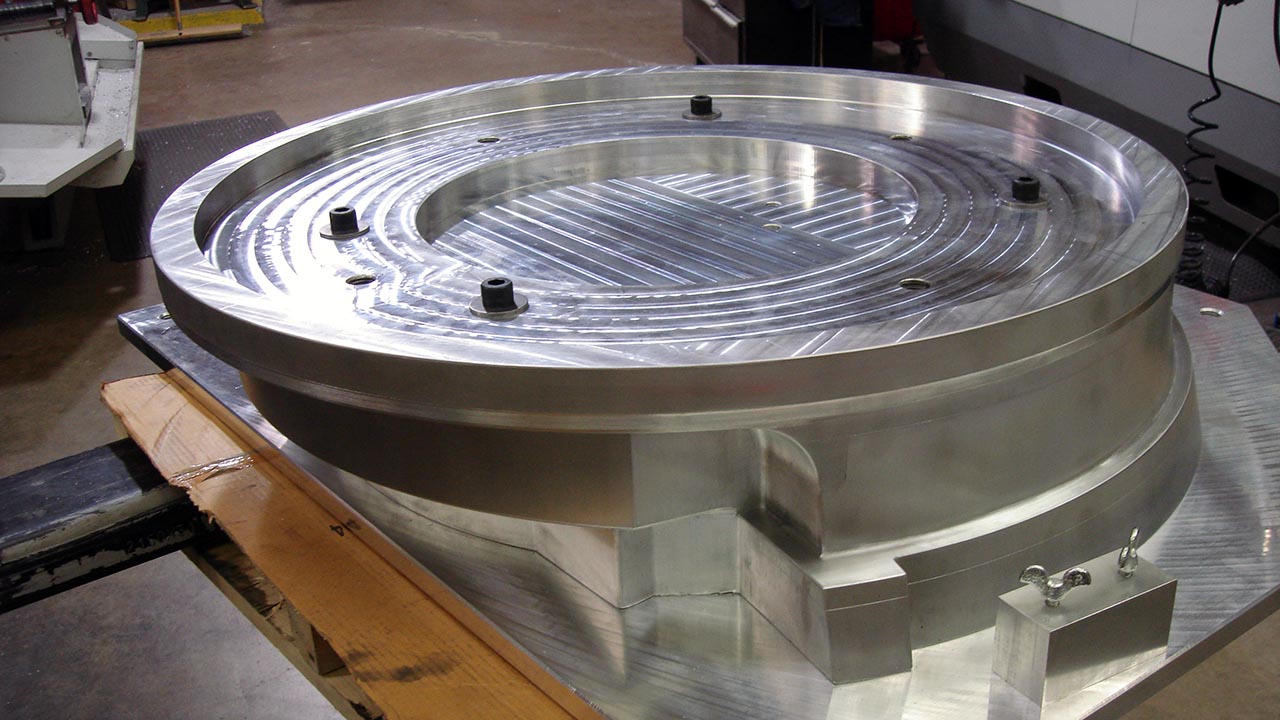
CNC Machined Rotational Molds



Rubber Transfer Molds


Other Molds